
工业铝型材的冷加工处理过程是怎样的?
来源:佳华 日期:2016-12-27
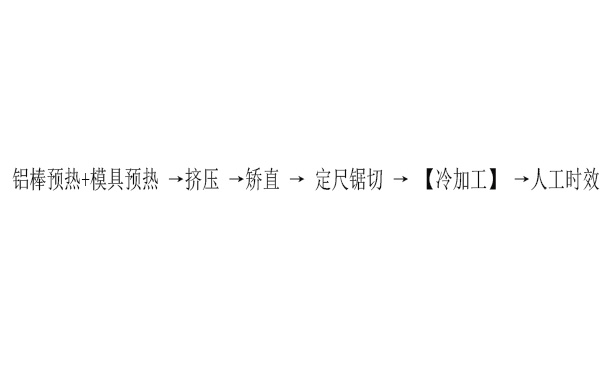
工业铝型材的挤压工艺流程图:
工业铝型材的冷加工处理过程:
1、冷加工范围
当挤压型材经矫直后还存在角度、平面间隙、扩口、收口及纵向弯曲等缺陷时,可以采用冷加工即冷辊压矫正方法进行矫正。
2、确定缺陷类型和加工程度
根据相关技术要求和与图纸的偏差程度确定配辊方案。
3、配辊
3.1 角度、平面间隙、扩口、收口缺陷用上下对辊,纵向弯曲缺陷用上下交错辊。
3.2 配辊时应考虑加工后缺陷位置的尺寸易于测量。
3.3 当型材同时存在几种缺陷时,应按以下顺序进行辊压矫正:
平面间隙→角度→扩口→收口→纵向弯曲。
4、装辊
4.1 凡装有挡料辊的孔型在一般情况下,均应留有变形空隙。
4.2 如需配两对或两对以上的辊时,辊的孔型中心线都应在同一轴线上。
4.3 所有下辊直径必须相同,选取上辊与下辊直径应尽量相同。
5、试辊压
开机试辊,根据辊后形位、表面情况不断调整辊片和垫片直径或辊间距离和轴心,以达到良好的加工效果。
6、正式辊压
经试辊压加工后的型材待质检员验收合格后,方可进入人工时效工序。

